重力铝铸件的铸造工艺是金属液在地球重力作用下注入铸型的工艺,也称为重力浇铸。这一工艺广泛应用于汽车、摩托车、电机、通讯、五金工具等多个领域,尤其适用于大壁厚的产品。重力铝铸件的铸造工艺可以细分为多种类型,但主要包括砂型浇铸、金属型(钢模)浇铸、消失模浇铸等。
主要特点
广泛应用:由于铝合金熔点较低、铸造性能好,重力铸造件广泛应用于多个行业。
成本低廉:相对于其他铸造工艺,重力铸造的模具成本较低,且模具使用寿命长。
操作简单:工艺流程相对简单,但需要注意控制好浇铸速度、温度以及排气等关键环节。
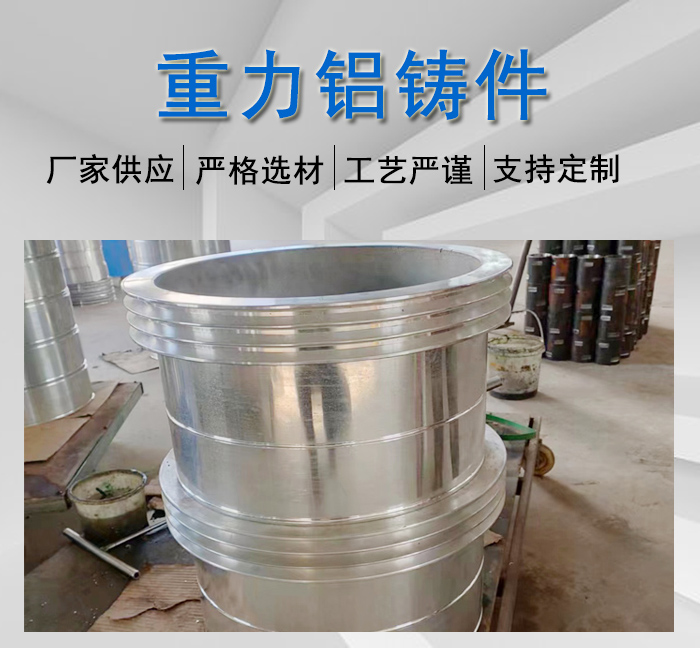
产品特性:重力铸造的
铝铸件内部气孔少,但产品致密性低、强度稍差,延伸率较高。产品表面光洁度不高,抛丸后易产生凹坑。
工艺流程
铝液熔炼:将铝或铝合金原料放入熔炉中加热至熔化状态,确保铝液质量。
浇料充型:将熔化的铝液通过浇口注入铸型中。这一过程通常采用手工倒入方式,依靠金属液的自重充满型腔。
排气:在铝液充型过程中,需要及时排除型腔内的气体,以避免产生气孔等缺陷。
冷却:铝液在型腔中冷却凝固,形成铸件。
开模:待铸件凝固后,打开模具取出铸件。
清产:对铸件进行清理,去除毛刺、飞边等多余部分。
热处理:根据需要,对铸件进行热处理以提高其力学性能和气密性。
注意事项
模具准备:确保模具完好无损,预热至适当温度以减少温差应力。
浇铸控制:控制好浇铸速度和温度,避免产生涡流和夹渣。
排气设计:合理设计排气系统,确保型腔内气体顺利排出。
安全操作:严格遵守安全操作规程,防止烫伤和火灾等事故。
综上所述,
重力铝铸件的铸造工艺具有广泛的应用前景和较低的成本优势。然而,在实际操作过程中需要注意控制好各个环节的参数和条件以确保铸件质量。